


技术交流
电阻点焊电源选择
来源:本站 时间:2024-06-11 浏览:1217
要获得好的焊接效果。选择正确的焊接电源波形,设置焊接程序都非常重要。
以下是基本焊接程序图:

以上焊接程序图可以适用于大多数的逆变点焊电源应用。一个合格的逆变点焊电源,焊接压力以及焊接电流的幅度,周期都应该可以在焊接程序里面设置。
以上图可以看出,华创电源公司电阻焊接四个重要的参数为:电极压力,预备时间,焊接脉冲,保持时间。
焊接压力
合适的焊接压力可以让焊接电流通路保持在焊接关键点上,减小接触电阻,有效破坏工件间的氧化层。可重复性的压力控制确保了电接触电阻以及热平衡的一致性。当达到预设焊接压力,也可以使用压力控制来促发焊接能量,俗称“压力点火”装置。我们通常认为,**焊接效果的获得是靠压力精确控制,并且重复性好,以及根据焊接程序可控来实现的。
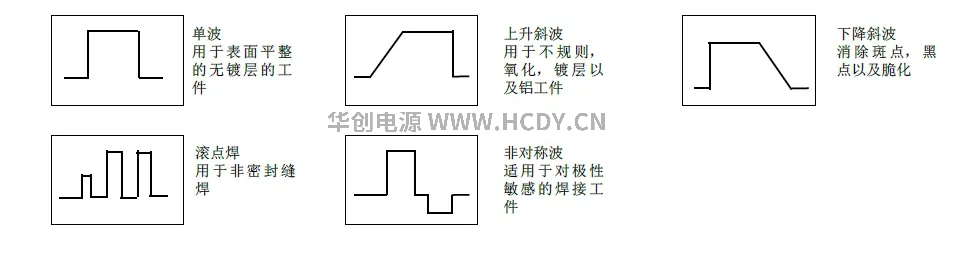
焊接波形图
| 电源类型 | 焊接电流波形 | 特点 | 应用 |
| 高频逆变 | 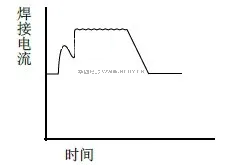 | 交流整流为直流,频率高,热效率高。闭环控制使得焊接质量稳定。同时因为频率高,易用于自动焊接电源。可实现电流,电压,功率连续可调 | 精密焊接 |
| 晶体管式 |  | 电流直接被晶体管控制,控制速度快且波形可控,通过电流电压反馈控制可实现稳定的焊接品质 | 超细线材以及超小器件焊接 |
| 储能式 | 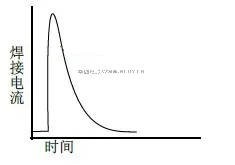 | 电能储存在电容,并且迅速释放,可获得瞬间大电流,同时焊接时间短最大限度的避免了热量的损失。 | 电池壳体,铜铝等高导电材料,小器件焊接 |
| 混合电路 | 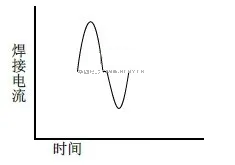 | 同时具有电容储能式的迅速放电,同时可以迅速切换电流极性。多通道电叠加。 | 电池壳,不同材料(工件)的焊接 |
| 单相交流 |  | 焊接电流通过晶闸管控制,焊接周期长,易于实现,设备便宜 | 用于铁等易于焊接的材料。因为可以调整焊接周期适合焊接厚板,铜绞线等需要大热量的期间,但是因为波形无尖峰,容易产生焊接墨池以及表面脏化等问题。 |
下一篇:一文了解逆变点焊电源的工作原理
